La fidélité chromatique absolue ne repose pas sur un œil expert, mais sur un système quantifiable qui anticipe les dérives inhérentes à chaque matériau et à chaque condition d’éclairage.
- Le passage du subjectif (validation visuelle) à l’objectif (mesure instrumentale via spectrophotomètre et tolérance Delta E) est la seule garantie de cohérence.
- La maîtrise des trois variables fondamentales — pigment, substrat et illuminant — est non-négociable pour prévenir les échecs de production.
Recommandation : Mettez en place une « Bible Technique Couleur » spécifiant pour chaque support la référence Lab*, la source lumineuse de validation (D50/D65) et la tolérance Delta E (ΔE) acceptable.
Le rouge iconique de Coca-Cola. Le bleu signature de Nivea. Le orange distinctif d’Hermès. Pour une marque, la couleur est bien plus qu’une simple esthétique ; c’est un actif stratégique, un marqueur instantané d’identité et de confiance. Pourtant, en tant que responsable de production, vous vivez quotidiennement le cauchemar de la déclinaison : ce rouge vibrant sur votre écran devient terne sur un t-shirt en coton, ce bleu institutionnel vire au violet sur une pièce en plastique ABS, et ce même objet semble changer de teinte entre votre bureau et l’entrepôt. La fidélité chromatique est un combat permanent.
Face à ce défi, les conseils habituels fusent : « utilisez un nuancier Pantone », « calibrez votre écran », « faites un Bon à Tirer ». Ces pratiques sont nécessaires, mais fondamentalement insuffisantes. Elles agissent comme des pansements sur un problème systémique. Elles ne vous donnent pas le contrôle, elles vous laissent subir les variations. La véritable expertise ne consiste pas à corriger les erreurs de couleur, mais à construire un système qui les rend impossibles.
Et si la clé n’était pas de mieux « voir » la couleur, mais de cesser de se fier à son œil ? L’approche que nous allons détailler repose sur un changement de paradigme : abandonner la subjectivité de la perception humaine pour embrasser l’objectivité de la mesure instrumentale. Il s’agit de transformer la gestion de la couleur d’un art incertain en une science prédictive et quantifiable.
Cet article n’est pas une simple liste d’astuces. C’est une méthodologie industrielle pour bâtir une chaîne de confiance colorimétrique robuste. Nous allons disséquer les pièges techniques comme le métamérisme ou la conversion CMYK, puis vous donner les protocoles et les points de contrôle pour garantir que votre couleur de marque reste votre couleur, quel que soit le support, du premier échantillon au millionième produit.
Pour naviguer efficacement à travers les complexités de la gestion des couleurs, cet article est structuré pour aborder chaque défi majeur de manière séquentielle. Le sommaire ci-dessous vous guidera à travers les étapes clés pour maîtriser la cohérence chromatique de votre marque sur tous les supports.
Sommaire : La méthode industrielle pour une fidélité chromatique absolue
- Pourquoi convertir votre Pantone en Quadri peut massacrer votre identité visuelle ?
- Comment anticiper l’assombrissement de votre couleur sur un textile absorbant ?
- Pourquoi votre objet change-t-il de couleur entre la lumière du néon et celle du soleil ?
- L’erreur de valider une couleur sur écran non calibré qui ne correspondra pas à la réalité
- Quel écart de nuance (Delta E) pouvez-vous accepter sans refuser la production ?
- Pourquoi votre bleu institutionnel ressort-il violet sur du plastique ABS ?
- Quels sont les 5 points de contrôle vitaux avant de signer un BAT ?
- Comment garantir l’intégrité de votre identité visuelle sur 50 supports différents ?
Pourquoi convertir votre Pantone en Quadri peut massacrer votre identité visuelle ?
La conversion d’une couleur d’accompagnement Pantone en son équivalent CMYK (quadrichromie) est l’une des causes les plus fréquentes et les plus dramatiques de dérive colorimétrique. La raison est simple : vous ne comparez pas des choses égales. Une couleur Pantone est une encre unique, pré-mélangée en usine, garantissant une cohérence absolue à chaque impression. Le CMYK, lui, simule une couleur en superposant de minuscules points de quatre encres (Cyan, Magenta, Jaune, Noir). C’est une simulation, une approximation par nature.
Le problème fondamental est une question de « gamut », ou d’espace colorimétrique. Le gamut des couleurs Pantone est bien plus large que celui du CMYK, en particulier dans les teintes vives comme les oranges, les verts et les violets. Les données techniques montrent qu’environ 30% des couleurs Pantone spot ne peuvent tout simplement pas être simulées fidèlement en CMYK. Essayer de le faire conduit inévitablement à des couleurs plus ternes, moins saturées, qui trahissent l’intention originale du designer. La différence n’est pas une question de réglage, mais une limite physique du processus d’impression.
Contrairement aux encres Pantone spot, mélangées individuellement avant l’impression pour une stabilité maximale, le CMYK mélange les couleurs directement sur la presse, un processus sujet à de multiples variations (humidité, type de papier, vitesse d’impression). Pour les couleurs critiques de votre identité, spécifier un Pantone n’est pas une option, c’est une exigence de qualité. Si l’impression CMYK est inévitable, des solutions existent pour en repousser les limites :
- Impression Hexachrome/Heptachrome : L’ajout d’encres Orange, Verte et/ou Violette (CMYKOGV) au processus standard permet d’élargir considérablement le gamut, couvrant jusqu’à 90% des couleurs Pantone.
- 5ème couleur de soutien : Pour une couleur vive spécifique, l’ajout d’une seule encre de soutien (un orange vif par exemple) peut suffire à atteindre la cible.
- Spécification XGC : Utiliser des références XGC (Extended Gamut Coated) permet de mieux prévoir le rendu dans un processus d’impression à gamut étendu.
Comment anticiper l’assombrissement de votre couleur sur un textile absorbant ?
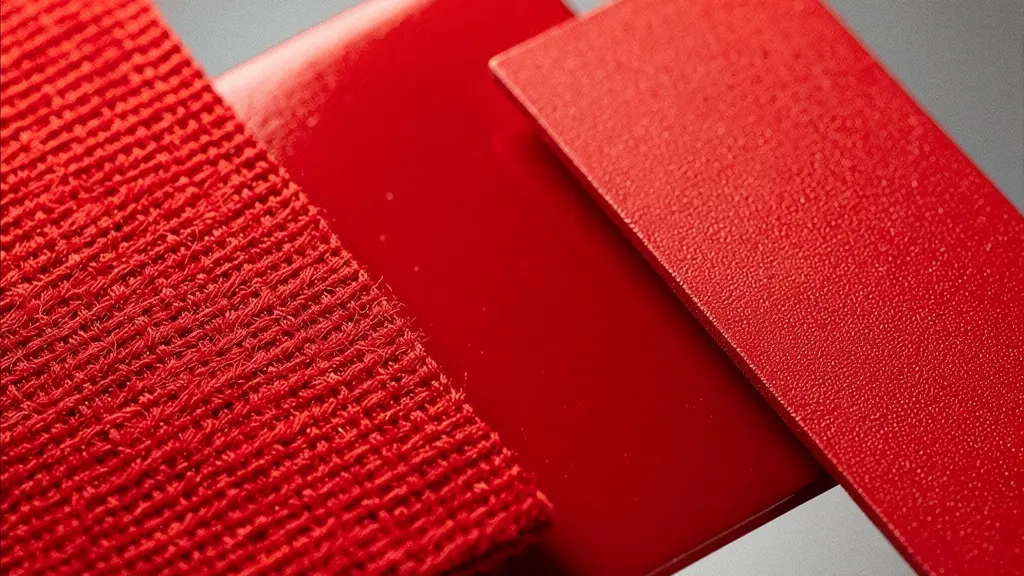
Le même pot de peinture n’aura jamais le même rendu sur une plaque de verre et sur une éponge. C’est une évidence physique qui s’applique parfaitement à l’industrie. Un substrat absorbant comme le coton ou la laine « boit » littéralement la couleur, ce qui modifie la façon dont la lumière est réfléchie et, par conséquent, la perception de la teinte. Le phénomène le plus courant est un assombrissement général et une perte de saturation.
La structure même du matériau joue un rôle crucial. Sur une surface lisse et non poreuse (métal, plastique), la lumière est réfléchie de manière spéculaire, renvoyant une couleur vive. Sur un textile, la surface est composée de milliers de fibres qui diffusent la lumière dans toutes les directions, tout en absorbant une partie du colorant en profondeur par capillarité. C’est pourquoi Pantone a développé des guides spécifiques : TCX (Textile Cotton eXtended) pour les matières absorbantes et TPX/TPG (Textile Paper) pour les surfaces dures, car le rendu est structurellement différent.
Anticiper cette dérive n’est pas une option, c’est un impératif de production. Mettre en place un protocole de test rigoureux est la seule méthode pour garantir le résultat. Cela implique une collaboration étroite avec le fournisseur pour valider non pas une couleur, mais un système « encre + substrat ». Voici les étapes clés d’un tel protocole industriel :
- Exiger des « strike-offs » : Demandez au fournisseur une série d’échantillons imprimés sur le textile de production final, en utilisant différentes formulations d’encre ou concentrations de pigments.
- Valider sous lumière standardisée : Évaluez chaque échantillon dans une cabine à lumière, sous un illuminant normalisé (généralement D65 pour la lumière du jour) pour une évaluation objective.
- Ajuster la sous-couche : Sur les textiles foncés, l’épaisseur et la blancheur de la sous-couche blanche sont critiques. Une sous-couche plus épaisse peut être nécessaire pour bloquer la couleur du tissu et faire ressortir la vivacité de l’encre.
- Documenter la référence validée : Une fois l’échantillon parfait obtenu, il devient le « BAT Matière », la référence maître contre laquelle toute la production sera comparée.
Pourquoi votre objet change-t-il de couleur entre la lumière du néon et celle du soleil ?
Ce phénomène déconcertant, où deux objets de couleur identique sous une lumière artificielle révèlent des teintes différentes à la lumière du jour, a un nom : le métamérisme. C’est l’un des pièges les plus courants et les plus frustrants en gestion de la couleur. Il ne s’agit pas d’une illusion d’optique, mais d’une réalité physique. La couleur que nous percevons est le résultat de l’interaction entre la composition pigmentaire d’un objet et la « signature spectrale » de la source lumineuse qui l’éclaire.
Une lumière de néon (type F2) est riche en pics de bleu et de vert, tandis que la lumière du jour (type D65) a un spectre beaucoup plus complet et équilibré. Deux pigments différents peuvent être formulés pour réfléchir la lumière de manière identique sous un néon, créant une correspondance de couleur (on parle de « paire métamérique »). Cependant, lorsque la source lumineuse change, leur comportement spectral diverge, et les couleurs ne correspondent plus. Comme le souligne un expert d’UPRtek dans son guide sur le métamérisme, ce problème est une source fréquente de litiges :
Les fabricants de textiles font face à de fréquentes plaintes clients lorsque les tissus semblent correspondre en magasin mais contrastent à la lumière du jour. Gérer le métamérisme dans les textiles nécessite un contrôle qualité strict et des conditions d’éclairage standardisées pendant la production.
– UPRtek, Guide sur le métamérisme
Ce schéma illustre parfaitement comment un même objet peut présenter des couleurs perçues radicalement différentes en fonction de la nature de la source lumineuse.
Pour un responsable de production, combattre le métamérisme signifie imposer une discipline d’éclairage. Toute validation de couleur, que ce soit en interne ou chez un fournisseur, doit être effectuée dans une cabine à lumière contrôlée, permettant de simuler plusieurs illuminants standards (D65 pour la lumière du jour, A pour l’incandescent, F2/CWF pour le fluorescent). Si les couleurs correspondent sous toutes ces lumières, elles ne sont pas métamériques et seront stables dans la plupart des environnements. Se fier à une seule source lumineuse, c’est prendre le risque de valider une bombe à retardement chromatique.
L’erreur de valider une couleur sur écran non calibré qui ne correspondra pas à la réalité
Valider une couleur sur la base d’un fichier PDF affiché sur un écran est sans doute l’erreur la plus répandue et la plus coûteuse. Un écran d’ordinateur n’est pas une fenêtre sur la réalité, mais un interprète. Il génère des couleurs en mode additif (Rouge, Vert, Bleu – RVB) tandis que l’impression fonctionne en mode soustractif (CMYK). Pire encore, chaque écran interprète les couleurs différemment en fonction de sa marque, de son âge et, surtout, de son absence de calibration.
Se contenter de dire « il faut calibrer son écran » est insuffisant. La solution est de mettre en place une chaîne de confiance colorimétrique numérique. Cela signifie s’assurer que chaque maillon, du logiciel de design à l’écran de validation, parle le même langage colorimétrique. Un élément clé de cette chaîne est le profil ICC (International Color Consortium), un fichier qui décrit comment un appareil (écran, imprimante) reproduit les couleurs. Synchroniser ces profils garantit que les couleurs affichées sont une simulation aussi fidèle que possible du rendu final.
Mettre en place cette chaîne de confiance est un processus méthodique. Il ne s’agit pas d’acheter un écran cher, mais de suivre un protocole rigoureux. Voici les étapes incontournables pour une validation numérique fiable :
- Calibration matérielle : Utiliser une sonde colorimétrique (de type X-Rite ou Datacolor) est la seule méthode pour mesurer et corriger objectivement la réponse de votre moniteur. C’est une opération à renouveler mensuellement.
- Synchronisation des profils ICC : Assurez-vous que toute la suite logicielle (Adobe Photoshop, Illustrator, InDesign) utilise les mêmes paramètres et profils couleur synchronisés.
- Activation du « Soft-Proofing » (Épreuvage écran) : Cette fonction simule à l’écran le rendu de la couleur en fonction du profil ICC de l’imprimante et du papier de destination. C’est une simulation du résultat imprimé.
- Contrôle de l’environnement : L’éclairage ambiant influence la perception de l’écran. Validez les couleurs dans une pièce à l’éclairage neutre, loin des fenêtres ou des lumières colorées.
- Validation finale sur échantillon physique : L’épreuvage écran est une aide précieuse, mais la signature du « Bon à Tirer Matière » reste l’étape finale et non-négociable, à inspecter sous un illuminant standardisé (D50 pour l’impression).
Quel écart de nuance (Delta E) pouvez-vous accepter sans refuser la production ?
La question « Cette couleur est-elle la bonne ? » est subjective et mène à des débats sans fin. La question « Quel est le Delta E entre l’échantillon de production et la référence maître ? » est objective et met fin à la discussion. Le Delta E (ΔE) est une mesure mathématique qui quantifie la différence entre deux couleurs dans l’espace colorimétrique CIELAB. C’est le juge de paix impartial qui transforme une opinion en une donnée mesurable.
Un ΔE de 0 signifie une correspondance parfaite. Un ΔE de 1.0 est généralement considéré comme la plus petite différence de couleur perceptible par un œil humain expert (Just Noticeable Difference). Un ΔE supérieur à 5 représente une différence évidente pour un observateur non averti. L’acceptation ou le refus d’un lot de production ne devrait pas dépendre de l’humeur du jour, mais d’une tolérance ΔE définie contractuellement avec le fournisseur. Cette tolérance, cependant, n’est pas universelle ; elle dépend de l’industrie, du produit et des attentes du client.
Pour établir votre propre système de contrôle, il est essentiel d’utiliser un spectrophotomètre et de définir des seuils clairs. Le tableau suivant, basé sur les standards industriels, fournit une matrice de décision pour fixer vos tolérances.
| Secteur | Delta E Maximum | Formule recommandée | Application |
|---|---|---|---|
| Luxe/Automobile | < 1.5 | CIEDE2000 | Pièces visibles premium |
| Biens de consommation | < 2.5 | CIEDE2000 | Produits standards |
| Impression commerciale | < 5.0 | Delta E CMC | CMYK process |
| Objets promotionnels | < 4.0 | CIE76 | Tolérances relâchées |
| Cosmétiques | < 1.0 | CIEDE2000 | Cohérence critique |
Comme le précise une analyse approfondie des standards de mesure couleur, le choix de la formule de calcul est également crucial.
Pour les nouveaux programmes de contrôle qualité, CIEDE2000 (ΔE00) est la formule recommandée car elle offre la meilleure corrélation avec la perception visuelle humaine. Un ΔE d’environ 1.0 est largement cité comme la ‘différence tout juste perceptible’.
– SkyChemi, Color Difference Formula and ΔE Standards
L’investissement dans un spectrophotomètre et la formation à l’interprétation du Delta E sont les étapes qui font passer un département de production du statut d’amateur à celui d’expert en couleur.
Pourquoi votre bleu institutionnel ressort-il violet sur du plastique ABS ?
Vous avez validé le masterbatch (concentré de pigments) avec votre fournisseur, et pourtant, les pièces finales injectées présentent une dérive chromatique, votre bleu devenant légèrement violacé. Ce problème frustrant illustre l’impact de la dérive inhérente du substrat. Aucun plastique n’est parfaitement neutre. Le polymère ABS (Acrylonitrile Butadiène Styrène), par exemple, a une teinte de base naturellement jaunâtre. Lorsque vous y injectez un pigment bleu, la couleur résultante est une combinaison du bleu du pigment et du jaune du plastique, ce qui peut créer une perception verdâtre ou, en fonction des autres composants, dériver vers le violet.
Ignorer la couleur propre du substrat, c’est comme peindre sur un mur qui n’a pas été apprêté : la couleur de fond transparaîtra toujours. De plus, les plastiques sont sujets au thermochromisme, un changement de couleur temporaire ou permanent dû à la chaleur du processus d’injection. La couleur d’une pièce chaude sortant du moule peut ne pas être sa couleur finale une fois refroidie et stabilisée.
La solution est un processus de co-développement avec un fournisseur de masterbatch spécialisé. Il ne s’agit pas de lui commander une couleur Pantone, mais de développer une formule compensatoire spécifiquement pour votre application. Ce processus expert comprend plusieurs étapes critiques :
- Analyse du polymère nu : Le fournisseur analyse la teinte naturelle de votre grade spécifique de polymère ABS pour quantifier sa dérive jaunâtre.
- Formulation compensatoire : Des pigments sont ajoutés à la formule non seulement pour créer le bleu cible, mais aussi pour neutraliser la teinte de base du plastique (par exemple, en ajoutant une trace de son opposé sur le cercle chromatique).
- Contrôle du processus d’injection : La température et le temps de cycle doivent être rigoureusement contrôlés, car une surchauffe peut dégrader les pigments et altérer la couleur finale.
- Validation sur pièce finale refroidie : La mesure colorimétrique finale doit impérativement être effectuée sur une pièce de production réelle, plusieurs heures après l’injection, pour s’assurer de sa stabilité. Des logiciels comme Datacolor Match Pigment peuvent aider à simuler et anticiper ces interactions complexes.
Quels sont les 5 points de contrôle vitaux avant de signer un BAT ?
Le Bon à Tirer (BAT) n’est pas une simple formalité administrative. C’est l’acte par lequel vous engagez la responsabilité de votre entreprise et validez que l’échantillon présenté est la norme de qualité que vous attendez pour l’ensemble de la production. Une signature hâtive peut entraîner des milliers, voire des millions d’euros de produits non conformes. Avant d’apposer votre signature, un audit méthodique est indispensable, basé sur des critères objectifs et non sur une simple impression visuelle.
Cet audit doit aller bien au-delà de la simple comparaison avec une référence Pantone sur papier. Il doit valider le système « produit-couleur-contexte » dans son intégralité. La norme ISO 12647-2, par exemple, spécifie une tolérance maximale pour les aplats de couleur en impression, stipulant que l’écart doit rester inférieur à un Delta E de 5 pour être considéré comme acceptable commercialement, bien que des standards plus stricts soient souvent requis pour l’identité de marque. Votre processus de validation doit être encore plus complet.
Votre plan d’action pour la validation d’un BAT
- Points de contact : Confrontez l’échantillon (le « BAT ») non pas à un fichier écran, mais à la référence maître physique absolue (« étalon couleur ») définie dans votre bible technique.
- Collecte des éléments : Assurez-vous que l’échantillon fourni est produit sur le substrat final (le bon papier, le bon plastique, le bon tissu) et avec la finition exacte (vernis mat, brillant, pelliculage).
- Cohérence instrumentale : Mesurez l’échantillon avec un spectrophotomètre dans une cabine à lumière sous les illuminants D50 et D65. Vérifiez que l’écart (Delta E) par rapport à votre étalon est dans la tolérance que vous avez fixée.
- Test en conditions réelles : Évaluez l’échantillon dans son environnement d’utilisation final. Un packaging doit être vu dans les rayons d’un magasin, un vêtement à la lumière du jour. L’émotion et la perception contextuelle sont importantes.
- Plan d’intégration : Si le BAT est validé, signez, datez et archivez une partie de l’échantillon comme nouvelle référence de production. Si refusé, documentez précisément les points de non-conformité (ex: « Delta E de 4.2 sous D65, hors tolérance de 2.5 »).
Suivre cette checklist transforme la signature du BAT d’un pari risqué en une décision éclairée et défendable, protégeant votre marque contre les dérives de production.
À retenir
- La couleur n’est pas une opinion, c’est une science. La transition de la validation visuelle subjective à la mesure instrumentale objective (spectrophotomètre, Delta E) est le seul moyen d’atteindre la cohérence.
- La fidélité chromatique dépend de la maîtrise de trois variables indissociables : le pigment (formulation de l’encre), le substrat (matériau) et l’illuminant (lumière). Négliger l’une d’elles garantit l’échec.
- La cohérence durable ne s’obtient pas par des actions isolées, mais par la mise en place d’un système de contrôle qualité robuste : protocoles, tolérances contractuelles et une « Bible Technique Couleur » centralisée.
Comment garantir l’intégrité de votre identité visuelle sur 50 supports différents ?
Le défi ultime pour une marque globale n’est pas d’obtenir la bonne couleur une fois, mais de la maintenir sur des dizaines, voire des centaines de supports différents, produits par divers fournisseurs à travers le monde. Tenter de gérer cela par e-mail et avec des nuanciers papier est une recette pour le désastre. La seule solution viable est de centraliser la gestion de la couleur et d’établir un système de gouvernance chromatique.
Le cœur de ce système est la création d’une « Bible Technique Couleur ». Ce document n’est pas une charte graphique pour designers, mais un cahier des charges technique pour les producteurs. Pour chaque couleur de la marque, il doit spécifier non pas un nom, mais des données non-ambiguës : la définition primaire en coordonnées CIELAB, la tolérance Delta E acceptable pour chaque type de support (plastique rigide, textile, carton, etc.), et les conditions de mesure (illuminants D50/D65). Des outils comme Pantone Color Manager permettent de centraliser ces données et de les partager avec les différents acteurs de la chaîne, assurant que tout le monde travaille à partir de la même référence numérique.
Une fois la bible technique établie, le déploiement repose sur un programme de certification des fournisseurs. Il ne suffit pas de leur envoyer un cahier des charges ; il faut s’assurer qu’ils ont les moyens de le respecter. Ce programme d’audit et de certification doit valider plusieurs points clés :
- Capacités techniques : Le fournisseur possède-t-il l’équipement nécessaire, notamment un spectrophotomètre calibré et une cabine à lumière ?
- Procédures documentées : A-t-il des procédures de contrôle qualité écrites pour la gestion de la couleur à réception des matières, en cours de production et sur les produits finis ?
- Formation du personnel : Ses opérateurs sont-ils formés à l’utilisation des équipements de mesure et à l’interprétation des résultats ?
- Processus de reporting : Le fournisseur peut-il fournir des rapports de contrôle qualité avec des mesures colorimétriques pour chaque lot de production ?
Ce n’est qu’en traitant la couleur comme n’importe quel autre attribut de qualité critique, avec des spécifications, des mesures et des audits, que vous pourrez garantir l’intégrité de votre identité visuelle à grande échelle.
Pour passer de la correction réactive à la maîtrise prédictive, l’étape suivante consiste à auditer vos processus actuels et à commencer la construction de votre propre bible technique couleur. C’est le fondement d’une marque visuellement forte et cohérente.